Awc608 controller. Leadshine MD882 stepper drivers, Leadshine 57hs22 stepper motors. The laser is a Universal 60 watt water cooled tube RF laser.
I've had a very curious issue with the user parameters where I will read then save new settings.... then when I go to read again it shows the previous settings and not what I saved.
The attached photos are
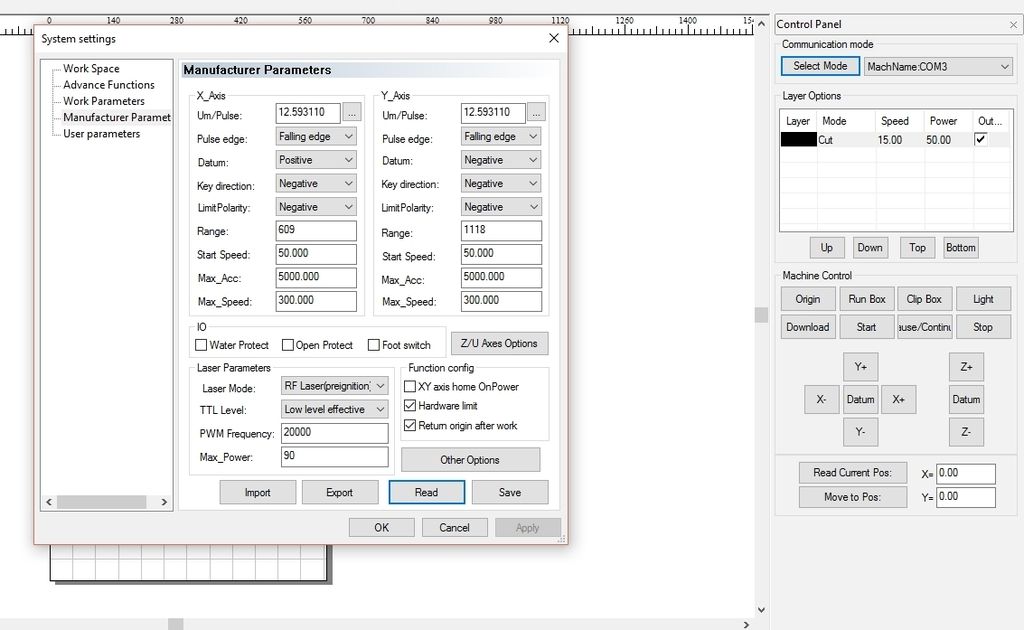
1. Manufacturer parameters.
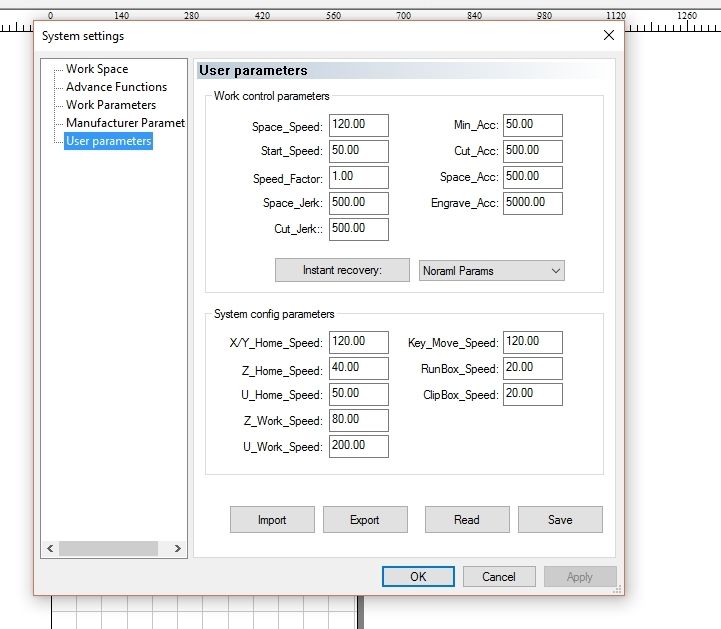
2. User Parameters as I have saved them
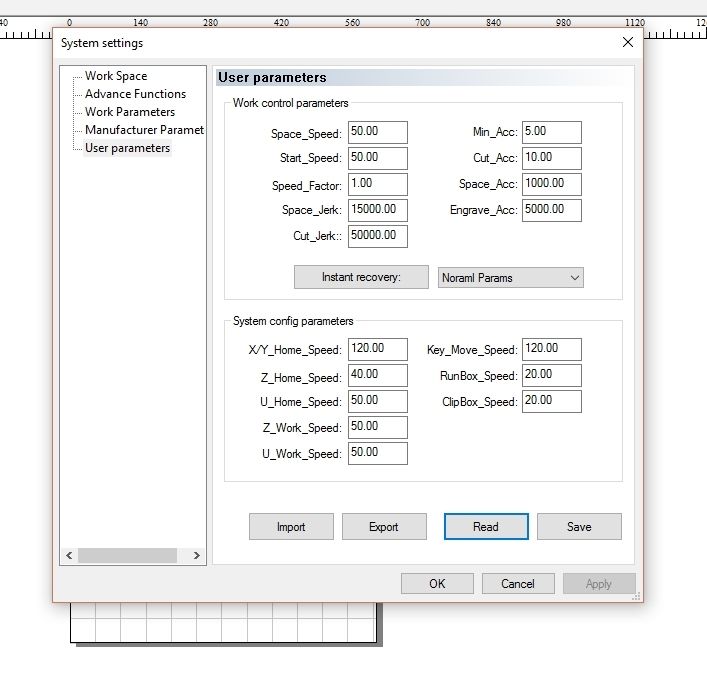
3. User parameters as they appear after I press "Read"
This is with the controller turned on and connected to my computer.